


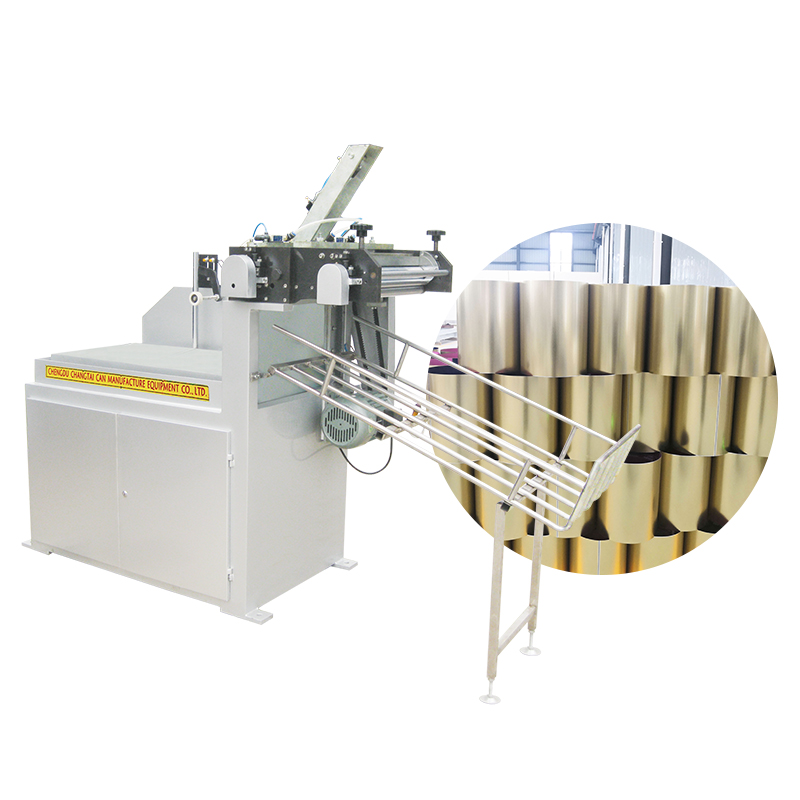
Stroj na výrobu plechovek, vnější a vnitřní potahovací stroj na kovové plechovky, kulaté plechovky, čtvercové plechovky

Stroj na výrobu plechovek, vnější a vnitřní potahovací stroj na kovové plechovky, kulaté plechovky, čtvercové plechovky
Související video o povlakování pro proces výroby potravinářských nebo průmyslových konzerv
Popis tohoto stroje
1. Ve spojení se svářecím strojem je konzolový dopravník s vzestupným sacím pásem vhodný pro práškové stříkání a přední stlačený vzduch ochlazuje svarový šev, aby se zabránilo shlukování prášku nebo pěnění lepidla, když je teplota svaru příliš vysoká.
2. Pro dopravu se používá dovážený pás a svařené tělo plechovky je nasáváno pod dopravní pás, takže při změně typu plechovky není nutné upravovat výšku dopravy a doprava je stabilní.
3. Aby se zabránilo nerovnoměrnému nanášení lepidla po nanášení, je na výstupu z nanášecího kola instalován kartáč. Aby se předešlo tomu, že kartáč vnáší lepidlo do nádrže, je instalován indukční spínač, který ovládá válec tak, aby kartáč klesl dolů pouze tehdy, když je nádrž v nádrži, a zvedl se, když nádrž v nádrži není, aby se lepidlo nedostalo do nádrže.
4. Pro usnadnění ladění svářecího stroje je instalován vzduchový válec, který zvedá celý dopravník a vnější nátěrové díly nahoru a dozadu, čímž se zabrání nevýhodě nepohodlného ladění svářecího stroje pro vzestupnou sací dopravu.
5. Čisticí desky jsou instalovány na obou stranách gumového kola vnějšího nanášecího pásu a válce, aby lepidlo neznečišťovalo boční stranu nanášecího kola a zajistilo jeho čistotu.
6. Naše společnost může provést vnější nástřik dle požadavků zákazníka, ale vnější nátěr musí být dopravován spodní cestou (spojení se svářečkou je vzestupnou cestou). Doprava stroje na retušování nátěru s vnitřním nátěrem a svářečky musí mít pásy na obou stranách svarového švu, aby svarový šev těla plechovky stabilně držel stejnou výšku a linii.
Technické parametry
| Model | GNWT-286S | GNWT-180S |
| Rychlost válce | 5–30 m/min | |
| Šířka laku | 10–20 mm | 8–15 mm |
| Průměry plechovek | 200–400 mm | 52–180 mm |
| Typ povlaku | Válečkové lakování | |
| Aktuální zatížení | 0,5 kW | |
| Dodávka prášku | 220V | |
| Spotřeba vzduchu | 0,6 MPa 20 l/min | |
| Měření strojů | 2100*720*1520 | |
| Hmotnost | 300 kg | |
Technický list k tomuto externímu válcovacímu lakovacímu stroji

-

200-401 Svářečka plechovek 170ml-2,5l plechovka ...
-
Kulaté plechovky, hranaté plechovky, kulatý tvářecí stroj...
-

Stroj na výrobu plechovek, sušička plechovek, vysokofrekvenční...
-

Průmyslový chladič pro stroj na výrobu konzerv
-

Systém práškování plechovek pro výrobu kovových plechovek...
-

Velké kulaté čtvercové plechovky, velký olejový sud, pivo...